
Asset Management + Work Procedures = Value for Shell
Intelligent automation saves millions at frigid oil refinery utilizing real-time daily instrument troubleshooting with a more predictive maintenance strategy
Located near Fort Saskatchewan, Alberta, Canada, the Shell Scotford Upgrader facility has refining capacity of 255,000 bpd. This includes the 2011 commissioning of a 100,000 bpd expansion. Because of a tight project schedule and the very cold weather in the region, it was critical that the schedule not slip. After the automation / control system supplier was selected – Honeywell DCS with Field Device Manager (FDM) – the team decided to include smart I/O in order to take full advantage of their intelligent field measurement devices.
The DCS and FDM were FDT-enabled providing access to smart device information independent of device supplier and field communication protocol – in this case FF (Foundation fieldbus) and HART. The device DTM (Device Type Manager) enables easy-to-use, graphical access to smart device process measurements and diagnostics for quick problem identification and resolution. This capability proved to be very valuable when configuring and troubleshooting complex devices like valve positioners, radar level gages and mass flowmeters. FDM is a powerful and flexible tool accepting DTMs and DDs.
The existing Shell Scotford facilities had success using HART technology but were using only some of its full capabilities. With an interest in leveraging the full intelligence of their smart devices, the Upgrader Expansion project team got approval to broaden the application of smart devices beyond the use of handheld device configuration. This decision made valuable device information available to staff in operations, maintenance and instrumentation.
There was a concern that the FDM asset management system would not be fully utilized. With the smart device information fully integrated (Figure 2) with the system, the team
Figure 2: Honeywell smart I/O. Smart I/O is the easiest and most seamless way to integrate smart device data with an asset management application. Photo courtesy of Honeywell Process Solutions.
embraced the opportunity to use the information and took steps to be sure it became part of their work process. According to Andy Bahniuk, Shell Instrument Technologist, procedures were written and training conducted to make certain the techs and other maintenance team members were trained on the technology and the procedures that documented how to benefit from the information available in their smart devices.
On site, Andy and Japan Shah, (formally the lead engineer at Honeywell Process Solutions, Calgary lead on the Upgrader project and now with Williams Energy Canada) found the urgent need to configure 1500 smart devices that were ordered completely configured – or so they thought. Performing a check on the new devices found that many devices were not configured as requested. On a tight project schedule, they used the FDT Technology enabled asset management system to download device configuration information to each device including ranges, engineering units, NAMUR standard values and transmitter body temperature alarm set points. This provided a quick, low-cost solution to the problem of needing to configure 1500 non-configured devices and gave the project team a glimpse of the real capability in their new system.
When Japan learned of the need to monitor the temperature in the device instrument enclosures for freeze protection, he suggested using the internal device temperature sensor measurement as a secondary measured variable – a standard feature in smart devices. This solution greatly reduced the need for operators to routinely visit each outdoor enclosure to check the temperature. This has helped improve their efficiency in executing annual preventative maintenance on heater boxes, saving them more than $200,000 per year. Most importantly, it ensures trouble free operation throughout the frigid Alberta winter.
Japan and Andy knew that their asset management system combined with their documented procedures were a valuable tool that had to be used on a daily basis to provide on-going value to all phases of the plant life cycle – much more than just during device configuration and commissioning but also providing real-time device diagnostic information for improved operations, safety and maintenance.
Once management and the project team learned that there was more information available than just the PV (Primary Variable) communicating on the 4-20mA or on the communication bus from their smart devices, they quickly put the information to work.
Here a few of the other applications that resulted from their use of this technology.
When Japan learned of the need to monitor the temperature in the device instrument enclosures for freeze protection, he suggested using the internal device temperature sensor measurement as a secondary measured variable – a standard feature in smart devices. This solution greatly reduced the need for operators to routinely visit each outdoor enclosure to check the temperature. This has helped improve their efficiency in executing annual preventative maintenance on heater boxes, saving them more than $200,000 per year. Most importantly, it ensures trouble free operation throughout the frigid Alberta winter.
Japan and Andy knew that their asset management system combined with their documented procedures were a valuable tool that had to be used on a daily basis to provide on-going value to all phases of the plant life cycle – much more than just during device configuration and commissioning but also providing real-time device diagnostic information for improved operations, safety and maintenance.
Once management and the project team learned that there was more information available than just the PV (Primary Variable) communicating on the 4-20mA or on the communication bus from their smart devices, they quickly put the information to work.
Here are a few of the other applications that resulted from their use of this technology.
- Valve Partial Stroke Test – Another challenge was to have a higher SIL rating on some critical furnace gas valves to ensure safety and reliability. The partial stroke test (PST) function supports testing valves without the need to isolate them from the process. With the PST process, the respective valve is moved by approximately 5% to 15% during normal process operation. This testing supports online diagnosis of the actuators and reduces the probability of failure on demand (PFD). The asset management system with Metso positioners using a DTM driver can execute the PST to provide a sophisticated and quick solution extending the period between plant shutdowns.
- NAMUR standard values – During the initial project phase, Shell decided to use the NAMUR settings to prevent spurious trips or unsafe operations caused by faulty transmitters. Devices compliant with NAMUR standard values provided that infrastructure. Risk of instrument failure tends to be higher during the start-up and by setting our device compliance to NAMUR standard values we could ensure that our start-up went smoothly without any major instrument issues.
- Empty Pipe Detection – This is used for magnetic flowmeter to determine if there truly is an empty pipe or if they just have an electrode or sensor failure in the flowmeter. This type of remote device diagnostics is very important in Northern Canada since it may reduce trips to the field and identifies the problem so technicians can be better prepared for field work if required.
- Device Diagnostics – Management has become more dependent on the information from their field devices because it has been
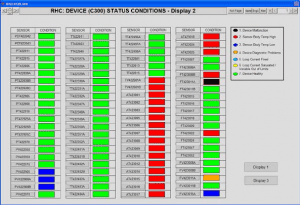
Figure 3: HART device status delivers important information, such as Device Malfunction, Device In-simulation and Device Variable Saturated. Image courtesy of Honeywell Process Solutions.
proven to be reliable. This information is now used to analyze and troubleshoot potential problems before they turn into major problems (Figure 3).
- Empower Instrument Technicians – Techs now embrace the technology and have come to depend on the device diagnostic information. They routinely analyze the device data as their first step – even before they leave the safety of the control room.
- New Devices – as new instruments are added, the techs are quick to look into the device capability to make sure they have a good understanding of the device’s full capability. Device suppliers are also consulted to make sure the device DTM is the most current. Procedures are then modified if required to include the most recent device capabilities.
Based on a positive cooperative relationship between the automation provider and the project team, procedures aligned with the needs of the users and the capabilities of the system / technology were attributed as being some of the keys to the success of this project. The asset management system included an FDT-enabled device management tool that presented device status and diagnostic information from devices from 26 different suppliers communicating using the HART protocol.
As a result, the team executed a safe and efficient start-up and continued safe and reliable plant operation. They now utilize real-time daily instrument troubleshooting with a more predictive maintenance strategy. The overall savings is in excess of an estimated $7.1 million which includes hardware replacement and ongoing operational and maintenance expenses. Andy believes that an asset management system will pay for itself by being able to quickly and reliability know the status of all devices in the plant.