
Smart instrumentation information monitoring optimizes the lifecycle cost of the plant while boosting maintenance activities, increasing safety, and improving product quality at the Kashima Plant
Evolution in Instrumentation Maintenance Using an Asset Management System
In recent years, the Kashima Plant of Mitsubishi Chemical Corporation (Ibaraki, Japan), began using Field Device Tool (FDT), a standardized interface specification, to collect information online from HART- or Foundation fieldbus-compatible devices and storing it in an asset system (PRM from Yokogawa).
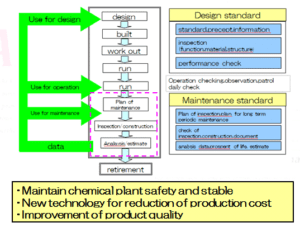
Figure 1: Life cycle of chemical plant and maintenance activity
One way to use such asset system information is through Plant Asset Management (PAM), which regards equipment in a plant as an asset. In PAM, the operation plan and the asset management plan are optimized considering the lifecycle cost of the plant. In the Kashima Plant, the maintenance of instrumentation is being improved by using PAM.
Optimum maintenance
Maintenance (Fig 1) is essential to keep equipment in good condition throughout the operation phase of the plant lifecycle. Optimum maintenance means identifying the peak trade-off point between the reliability of equipment and the cost of repairing it. Maintenance activities fall into two categories: preventive maintenance and breakdown maintenance, depending on the importance of an instrument in the production and the safety of the plant. Currently, the main type of preventive maintenance is periodic, based on time.
To make a plant more competitive in production terms, maintenance costs have to be optimized by shifting from time-based maintenance (TBM) to condition-based maintenance (CBM). The maintenance work itself must also be made more efficient. In the Kashima Plant, these improvements are being made as described below.
Evolution in maintenance activities by PAM
Mitsubishi Chemical Corp. is one of the five business companies of Mitsubishi Chemical Holdings. Its business activity is based on wide range products covering functional products, healthcare products and fundamental chemical materials, with keyword “KAITEKI” (“comfortable” in English).
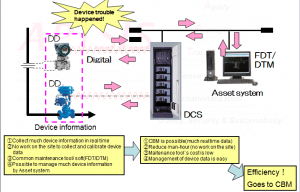
Figure 2: Change of maintenance environment by PAM
Mitsubishi’s Kashima Plant of is a major Japanese plant which produces fundamental chemical materials. It requires conventional instrument technology as well as the latest instrument technology, using FDT in order to achieve safety and high production performance.
Information is collected from field digital devices and integrated into an asset system by using FDT Technology. This approach enables the asset system to do three tasks (Fig 2):
- To access field digital devices from different vendors
- To integrally collect and manage parameters from devices from different vendors
- To integrally manage the maintenance history of devices from different vendors
This approach brings these benefits to maintenance (Fig 3):
- There is no need to use different protocols from each device vendor, nor visit the site to connect any protocol, in order to collect device data.
- Device data is directly saved in the asset system; there is no need to print hard copies or save data to another database.
In short, this approach helps to reduce common infrastructure and working time for collecting device data while also simplifying data management. Furthermore, this online method collects the latest device parameters. That lets it compare parameters before and after shutdown maintenance, identifying any problems and helping raise the quality of maintenance. PAM based on an asset system improves the efficiency of maintenance.
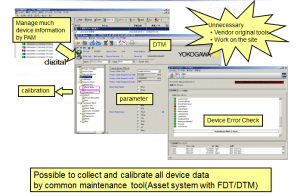
Figure 3: Maintenance environment by PAM
Diagnosis by PAM and expectations for CBM
Consider a control valve as an example. A problem with this mechanical instrumentation device could largely affect the plant. The valve is constantly changing in response to stresses of the process, so it tends to deteriorate more rapidly than other devices. For control valves, field digital data can be obtained from the valve positioner (giving parameters such as valve opening or stroke value and the pressure of air output) via FDT’s device type manager (DTM), and then sent to the asset system. Based on these sets of data, appropriate maintenance can be performed: for example, monitoring changes in the working torque during operation and predicting the lifespan of the valve.
Another example is the impulse line blocking diagnosis of flow measurement using differential pressure transmitter (Azbil) which has an impulse line. We have a good result in plant test for applying freeze detection, using the field digital information (flow rate, differential pressure, temperature at capsule) from pressure transmitter.
The Future of PAM
The use of Plant Asset Management is expected to improve daily maintenance and
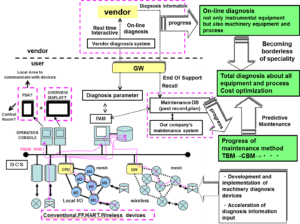
Figure 4: The Future of PAM
0peration. It encourages the use of personal digital assistants (PDAs) to collect information. It also helps shift instrumentation maintenance from TBM to CBM by using diagnosis, and expands the scope of diagnosis from a single device to all equipment.
With FDT and other technologies, it is becoming easier to use instrumentation devices from multiple vendors and with multi-protocols. As a result, it is becoming viable to collect information from field digital devices and shift toward CBM, although there are still difficult issues such as setting the thresholds for diagnoses. In this application, for example, information for determining the optimum settings is still being gathered. Through creative application of the technology, PAM based on FDT and the asset system is expected to greatly improve instrumentation maintenance as a whole, including maintenance methods and their basis (Fig 4).
Authored By: Masayuki Yanagisawa, Mitsubishi Chemical Corporation Kashima Plant Maintenance and Engineering Department Instrumentation Group Team Leader.